SVL News
Smart Runaround Glycol Energy Recovery System Coffee Break with Heat Pipe Technology
What are the advantages of HPT’s Smart Runaround Glycol Energy Recovery System?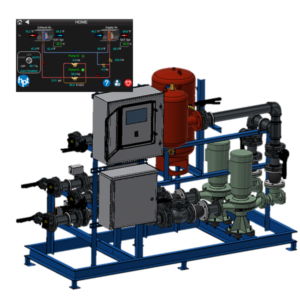
We had the pleasure of hearing from Marcus D’Arcy of Heat Pipe Technology at our recent Coffee Break webinar. Ask your SVL sales engineer if you’d like to attend our upcoming Coffee Breaks. Each week, a new expert delivers crucial information about the most advanced technologies in our industry.
Here’s a little of what we learned:
D’arcy lead the development of HPT’s SMART runaround glycol energy recovery system. The idea behind this packaged system is that, save for the piping, everything is built and tested together in the factory. This method reduces the amount of work on-site and reduces the likelihood of installation and system performance issues.
HPT’s system provides energy recovery between multiple airstreams, making for quick selections (HPT provides selections, piping and instrumentation diagrams, etc.) and ultimately a reduced design cost.
A Single Point of Origin
This single point of origin is important because when something goes wrong with a complex system, there can be finger-pointing between designers, contractors, suppliers, etc. Since HPT assembles and integrates all the system components, the construction team has a single point of contact for resolving any problems.
Another advantage is HPT’s reputation for high performance. For this system, HPT has applied what they’ve learned about optimizing coil design for heat pipes to see how that could be applied to energy recovery coils in a glycol runaround system. The results are outstanding: around 50-60% effectiveness at 500 FPM, instead of about 35% effectiveness in a stick-built system.
The system also features integrated controls, which is worth mentioning because sometimes people can get confused about how to control energy recovery systems in general.
Smart Runaround Glycol Energy Recovery Systems Comply with ASHRAE 90.1
A quick note on how this system complies with ASHRAE 90.1: With a combination of variable flow and sensible energy recovery, you’ll meet 90.1. If you’re getting 50% effectiveness from your ERV, you don’t need to use variable flow to meet code. (It’s best practice to use variable flow regardless, but this energy recovery system is so efficient that you’d be meeting code even if you didn’t employ a variable pumping strategy.)
The modular approach of HPT’s system minimizes the time and cost on-site for piping the system. You’re simply connecting between the coils and the skid. For more information about this system, contact your SVL sales engineer.